
A Global Leader in
High-Pressure Cylinders
and Green Energy
High-Pressure Cylinders
and Green Energy
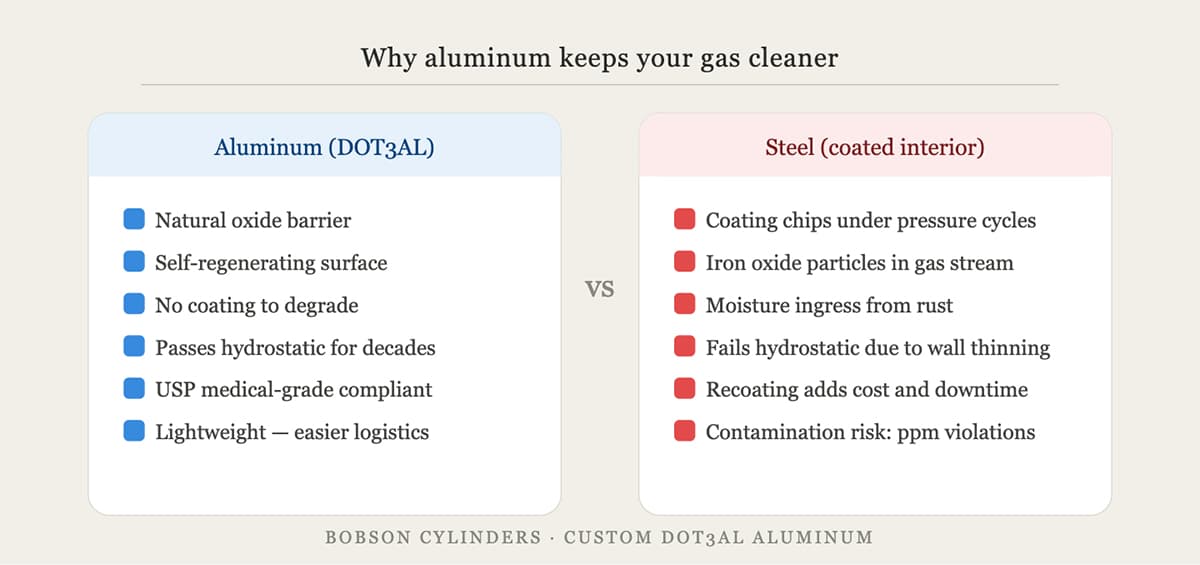
Aluminum cylinders prevent gas contamination more effectively than steel through natural oxidation resistance that eliminates the need for interior coatings. While steel cylinders require protective linings that can degrade and contaminate gases, aluminum forms a stable oxide layer that prevents corrosion without releasing particles into stored gases. This inherent material property makes DOT3AL certified aluminum cylinders the preferred choice for medical oxygen, specialty industrial gases, and applications where gas purity is critical for safety and regulatory compliance.
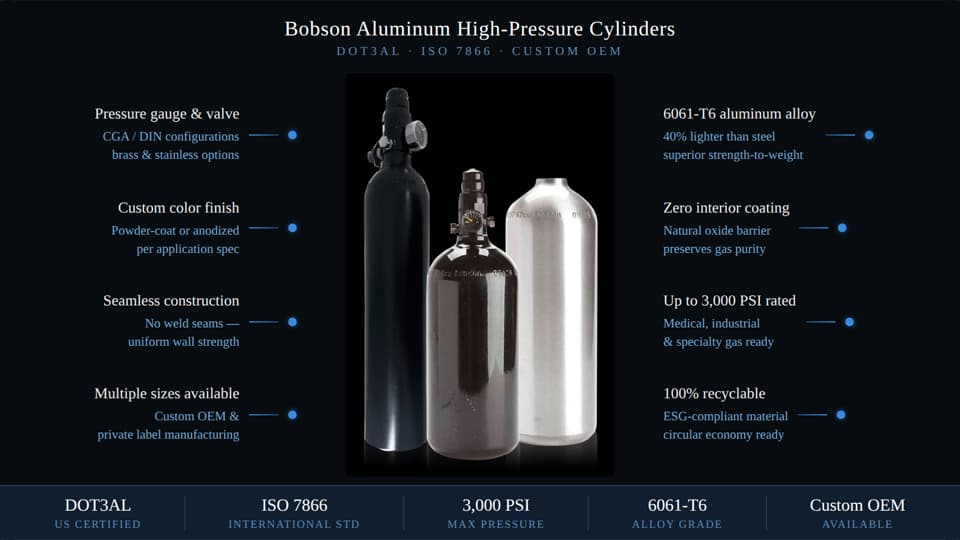
Aluminum's natural corrosion resistance stems from its unique chemical properties that create a self-protecting barrier. When exposed to oxygen, aluminum immediately forms a thin, stable aluminum oxide layer on its surface. This passive film is only nanometers thick but provides exceptional protection against further oxidation and corrosion. Unlike steel, which rusts and flakes when exposed to moisture and oxygen, aluminum's oxide layer remains intact and regenerates if scratched or damaged.
For high-pressure gas storage applications, this means aluminum cylinders maintain gas purity throughout their service life. Steel cylinders must rely on interior coatings, paints, or galvanization to prevent rust formation. These protective treatments can chip, crack, or degrade over time, especially under the stress of repeated pressurization cycles. When coatings fail, steel oxidizes and introduces iron oxide particles, moisture, and other contaminants into the stored gas. In medical and industrial applications where gas purity standards are measured in parts per million, even minor contamination is unacceptable.
Medical oxygen delivery represents the most stringent gas purity requirements where aluminum cy linders provide non-negotiable safety advantages. Healthcare facilities, emergency medical services, and home oxygen therapy depend on medical-grade oxygen that meets USP standards for pharmaceutical purity. Any contamination with particles, moisture, or reactive compounds can cause adverse patient reactions or compromise treatment efficacy. Aluminum high-pressure cylinders eliminate the contamination pathway that exists with coated steel cylinders, which is why medical oxygen suppliers increasingly specify DOT3AL aluminum cylinders for their distribution networks.
Specialty industrial gases for semiconductor manufacturing, laboratory research, and analytical instrumentation require ultra-high purity levels that only contamination-resistant cylinders can maintain. Industries producing microchips, pharmaceuticals, and advanced materials use gases with purity specifications of 99.999% or higher. Even trace contamination from cylinder walls can ruin entire production batches worth millions of dollars. Aluminum cylinders' non-reactive interior surface ensures that specialty gases like argon, nitrogen, helium, and gas mixtures remain uncontaminated from filling to final use.
Food and beverage applications demand food-grade CO2 storage that aluminum cylinders provide without risk of metallic contamination. Beverage carbonation, food preservation, and modified atmosphere packaging all use CO2 that contacts consumable products. Steel cylinder contamination can introduce off-flavors, discoloration, or failed safety inspections. Aluminum's inert properties ensure that CO2 for soda cylinders, craft beverage production, and food processing maintains its purity and meets FDA food-contact requirements.
Contaminated gas cylinders create substantial hidden costs beyond the initial gas purchase price. When steel cylinders introduce contaminants, businesses face multiple financial impacts: wasted gas that fails purity test ing, production downtime while sourcing replacement gas, scrapped products that don't meet quality standards, and potential regulatory fines for using substandard gases. In medical settings, contaminated oxygen can result in patient safety incidents with serious liability implications. A 2025 industry analysis found that gas contamination incidents cost affected companies an average of $47,000 per occurrence when accounting for all direct and indirect expenses.
Aluminum cylinders reduce total cost of ownership through extended service life and eliminated maintenance for corrosion issues. Steel cylinders require periodic interior inspections, recoating, and earlier replacement due to corrosion damage. DOT regulations mandate hydrostatic testing every 5 years, and steel cylinders frequently fail these tests due to wall thinning from rust. Aluminum cylinders typically pass hydrostatic testing for decades because corrosion doesn't compromise wall thickness. This extended service life means lower amortized cylinder costs and reduced logistics expenses for cylinder replacement and disposal.

The DOT3AL specification establishes manufacturing and performance requirements that ensure aluminum cylinders meet safety and purity standards for high-pressure gas storage. This Department of Transportation certification requires specific aluminum alloys, manufacturing processes, and testing protocols that verify cylinders can safely contain pressures up to 3,000 PSI or higher. The certification process includes material composition verification, pressure testing, and quality system audits. For B2B enterprises purchasing cylinders for critical applications, DOT3AL certification provides assurance that cylinders meet federal safety requirements and industry best practices.
Custom manufacturing capabilities allow aluminum cylinder specifications to match exact application requirements for gas purity and contamination preven tion. Bobson Cylinders produces DOT3AL certified custom cylinders with interior surface finishes, valve configurations, and pressure ratings optimized for specific gases and use cases. Medical oxygen cylinders may specify different surface treatments than industrial nitrogen cylinders or hydrogen storage applications. Custom manufacturing ensures that cylinder specifications align with your gas purity requirements, operational procedures, and regulatory compliance needs rather than forcing your application to adapt to standard off-the-shelf products.
Transitioning from steel to aluminum cylinders requires evaluating your current contamination risks and gas purity requirements. Begin by reviewing your gas specifications and any quality issues you've experienced with current cylinder inventory. Industries using medical gases, specialty industrial gases, or food-grade CO2 typically see immediate benefits from aluminum's contamination resistance. Calculate your current costs for gas waste, cylinder maintenance, and contamination-related production issues to establish a baseline for ROI analysis.
Working with an experienced aluminum cylinder manufacturer ensures your specifications address contamination prevention while meeting operational needs. Factors including cylinder size, pressure rating, valve type, and quantity requirements all impact the optimal cylinder configuration for your application. Bobson Cylinders specializes in custom high-pressure aluminum cylinders for B2B enterprises with exacting gas purity standards. Our engineering team can assess your application requirements and recommend cylinder specifications that eliminate contamination risks while optimizing your total cost of ownership.
Contact Bobson Cylinders today to discuss how DOT3AL certified aluminum cylinders can improve gas purity and reduce contamination risks in your operations. Our custom manufacturing capabilities deliver cylinders precisely matched to your specifications, whether you need medical oxygen cylinders, industrial gas storage, or specialty application solutions. Let our technical expertise help you transition to contamination-resistant aluminum cylinders that protect your gas investment and operational efficiency.